Steel Anodizing Alternative: Precision CNC Machining Surface Finishing Solutions for Black Oxide Coating
In the rapid prototyping and precision CNC machining industry, we receive RFQs from engineers around the world every day. Most of the time, the drawings are clear and unambiguous. But occasionally, there are situations that can turn parts into scrap — such as today's example: a surface treatment requirement that is physically impossible to achieve, anodizing on steel parts.
This project came from the European industrial mechanical assembly field, involving two parts requiring carburizing and quenching, Rockwell hardness HRC 56±2, effective hardened layer depth 0.3+0.1mm, general tolerance per ISO 2768-f, and the drawing explicitly required: "Surface finish: Black anodizing."
For many machining shops lacking deep engineering experience, they might simply provide a quote and end up producing scrap. Because steel cannot use the standard aluminum anodizing process. Direct anodizing would lead to product rejection and performance failure.
In this article, we will share how Brightstar Prototype CNC Co., Ltd uses professional surface finishing engineering technology to correct customer design misunderstandings and provide feasible alternatives.


When "Anodizing" Appears on Steel Drawings
Some designers and product engineers work extensively with aluminum for long periods. Anodizing gives aluminum a beautiful black color, excellent wear resistance, and corrosion resistance. As a result, when they later switch to designing high-strength steel components, inertial thinking may lead them to specify "Surface finish: Anodizing."
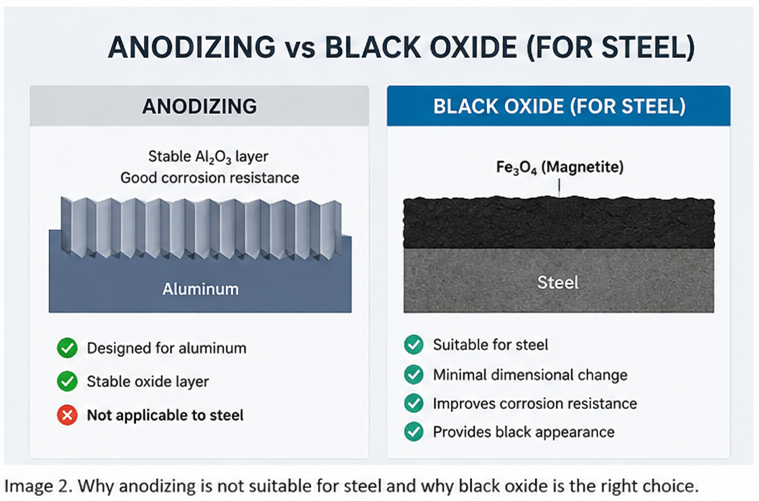
The core principle of anodizing is to place the metal as an anode in an electrolyte solution and apply current to cause an oxidation reaction on its surface, generating a metal oxide film. The anodizing electrolyte and parameters are designed for aluminum's oxide film (Al₂O₃). During anodizing, aluminum generates Al₂O₃ (aluminum oxide), which has a dense, stable structure and strong adhesion to the underlying aluminum substrate. However, when steel is placed in the same bath, the iron element in steel generates a mixture of FeO, Fe₂O₃, and Fe₃O₄ under anodizing conditions. The oxide layer is loose, cracked, and cannot form dense protective film; instead, it forms loose, easily peelable corrosion products. This is why steel cannot be anodized. If one forcibly attempts "anodizing," the steel surface will fail to achieve the desired appearance and performance, and become scrap.
The True Cost of Surface Treatment Errors
According to a survey by the Society of Manufacturing Engineers (SME), approximately 23% of all machining scrap causes are related to incorrect surface treatment specifications. In the rapid prototyping stage, design rework caused by material-process mismatches extends project lead times by an average of 5-8 working days.
Brightstar Correct Surface Treatment Decision Path
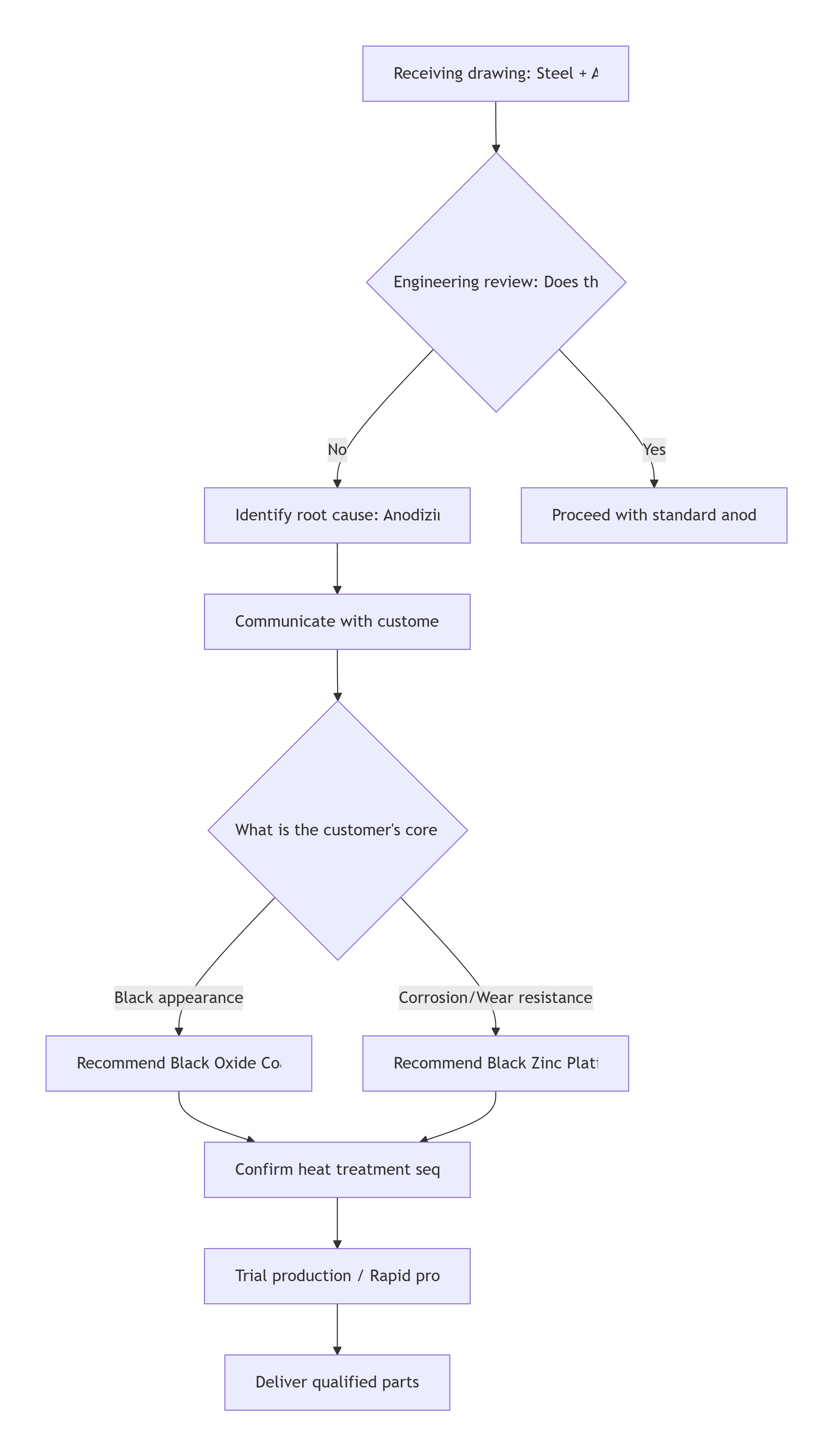
The following diagram shows the decision logic followed by Brightstar's engineering team upon receiving a drawing of this project with "steel anodizing" requirements:
Detailed Solution of Black Oxide Coating for Steel
When a customer insists on a "black" color and the material is steel (such as Q235B, 59CrV4), the surface finishing process we recommend is black oxide, sometimes also called "blackening."
Why Choose Black Oxide?
The principle of steel blackening (black oxide) is as follows: the steel part is immersed in a hot alkaline oxidizing solution (typically containing sodium hydroxide and sodium nitrite) at approximately 140°C. Under the action of the oxidizing agent, the steel surface generates a dense magnetite (Fe₃O₄) thin film. The core reaction is: iron reacts with sodium nitrite in an alkaline environment, first forming sodium ferrite (Na₂FeO₂) and sodium ferrate (Na₂Fe₂O₄), which then hydrolyze to form black Fe₃O₄ precipitate that firmly adheres to the workpiece surface, creating a tight black protective film. This makes it particularly suitable for surface treatment of precision steel parts.
Although both steel anodizing (attempted) and steel blackening ultimately produce the same chemical composition, Fe₃O₄, the "formation method" and "film structure" are completely different, resulting in vastly different performance. Under acidic anodizing conditions (passing current through the steel surface as an anode), in addition to forming Fe₃O₄, a violent oxygen evolution reaction occurs simultaneously, with gas bubbles constantly impacting the growing film, creating through-holes and microcracks. The pH in the anode region drops sharply, and Fe₃O₄ is unstable under strongly acidic conditions, partially dissolving and further destroying the film's integrity. In contrast, chemical blackening occurs in a hot, concentrated alkaline environment, allowing Fe₃O₄ to grow via "in-situ slow conversion" through oxidation-reduction reactions, with no bubble impact and no dissolution, thus obtaining a dense, intact, and strongly adherent Fe₃O₄ protective film. Simply put: the Fe₃O₄ formed by blackening is a dense protective layer that "grows" into place; the Fe₃O₄ that anodizing attempts to form is a loose rust layer "blasted apart" by oxygen bubbles. Same composition, different structure, opposite performance.
Why Choose Black Oxide Treatment for Steel Parts
Of course, besides anodizing, there are many other surface treatment methods for steel. So why did we choose black oxide? Because for most hardened steel parts that require a black appearance and must maintain tight tolerances (like this project), black oxide is more engineering-appropriate than any paint or coating.
Data Comparison: Black Oxide vs. Other Surface Treatment Options
To help customers understand why we recommend black oxide, we have prepared the following comparison table:
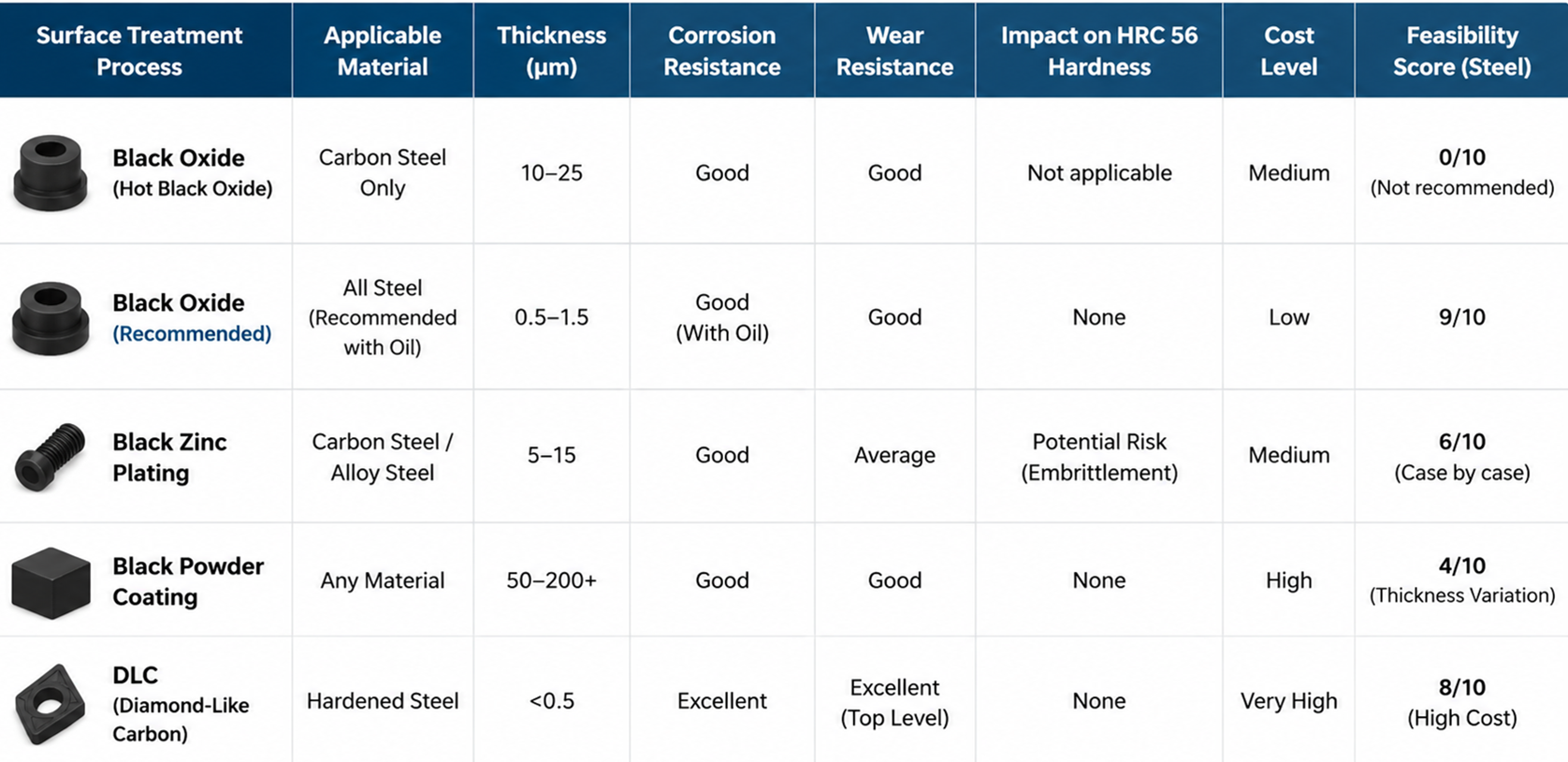
From this table, we know that Black oxide achieves the best balance between dimensional accuracy, cost, and process compatibility.
Brightstar Case Study: Maintaining HRC 56±2 and ISO 2768-f Tolerance – Including Black Oxide Surface Finishing
Challenges
Parts after carburizing and quenching are prone to ovality or warpage (deformation control).
59CrV4 material is sensitive to surface defects.
Black oxide must be applied to final dimensions without any rework margin.
Our Execution Process
Engineering Review: Found anodizing was infeasible and proactively recommended changing to black oxide.
Heat Treatment Optimization: Used slightly compensated machining stock (pre-deformation control). For the Q235B part, we left 0.2mm stock before carburizing, then precision ground to final tolerance after quenching.
Process Sequence Adjustment: Rough turning/milling → carburizing and quenching to HRC 56 → precision grinding of critical mating surfaces → black oxide → final cleaning and packaging.

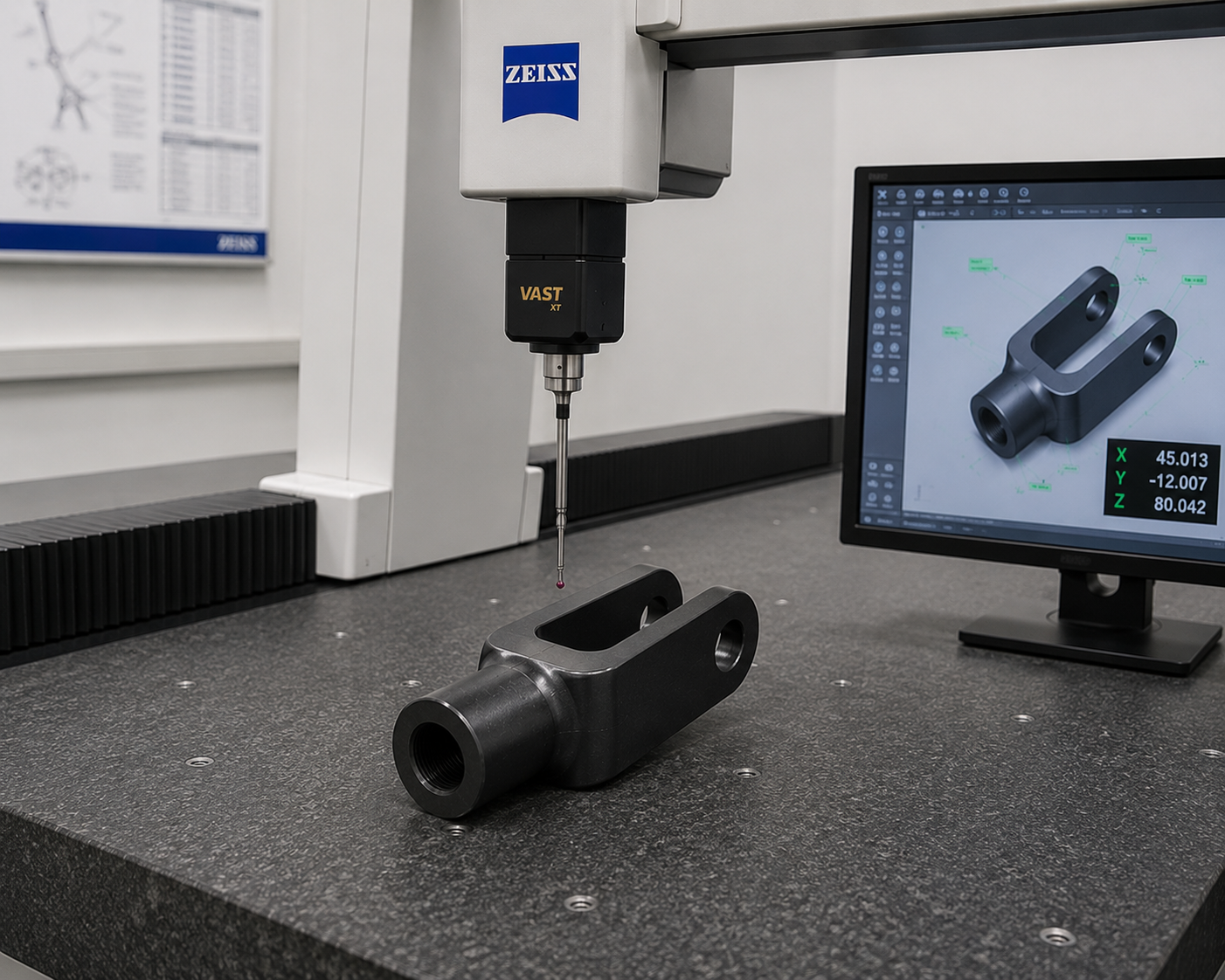
Quality Inspection: Used Vickers hardness tester to verify effective hardened layer depth of 0.35mm (meeting 0.3+0.1); CMM measurements confirmed all dimensions met ISO 2768-f medium grade tolerance.
Final Results
Hardness: HRC 56±2 (excellent uniformity)
Appearance: Uniform deep black, matte, no mottling
Assembly: Clearance fully met customer assembly requirements
Customer feedback: The surface finish achieved expectations.
Brightstar Prototype CNC Co., Ltd – Your Surface Finishing Engineering Partner
Brightstar Prototype CNC Co., Ltd is certified to ISO 9001:2025 quality management system. Our engineering team has over 10 years of experience in precision machining and rapid prototyping, specializing in complex projects involving material-process mismatches, tight tolerances, and special surface treatments.
The industries we serve include automotive components, industrial machinery, medical devices, robotics, and more. On average, we help global customers avoid over 50 potential issues caused by design specification errors each year.

FAQ: Common Engineering Questions About Steel Surface Treatment
Q1: Will black oxide treatment change the dimensions of the part?
A: Hardly. The thickness of black oxide coating is only 0.5–1.5 μm, which is significantly thinner than other surface finishing processes (e.g., zinc plating: 5–15 μm, powder coating: 50+ μm). Therefore, it is particularly suitable for parts requiring tight tolerances such as ISO 2768-f, with no need for secondary grinding after surface treatment.
Q2: Does black oxide affect the original hardness or heat treatment results of the steel?
A: No. The black oxide process temperature is approximately 140°C, which is well below the tempering temperature of steel (typically above 200°C). Therefore, it will not alter the HRC 56±2 hardness nor affect the effective hardened layer depth. This is different from processes that require high temperatures or acidic environments, such as certain coatings or anodizing.
Q3: My part is 59CrV4 spring steel. Will black oxide cause hydrogen embrittlement?
A: No. The black oxide process does not generate hydrogen ions and poses no hydrogen embrittlement risk. However, if pickling or electroplating (e.g., zinc plating) is used, post-plating baking at 200°C for over 4 hours (hydrogen relief) is mandatory. We specify this clearly in our process planning.
Q4: What is the maximum steel part size you can handle?
A: Our CNC equipment can machine steel parts up to 1200 x 800 x 600 mm for a single part. Surface treatment (black oxide) can support parts of any size within this envelope.
Don't Let Your Next Prototype Get Stuck on Surface Treatment
Do not let an "impossible process requirement" hinder your product development progress. At Brightstar Prototype CNC Co., Ltd, we do far more than just cut metal:
Free Engineering Review: Submit your drawing (material, tolerance, surface treatment requirements), and we will analyze its manufacturability within 24 hours.
Proactive Optimization Suggestions: If we find an issue such as "steel anodizing," we will provide formal technical documentation with alternative solutions.
Rapid Prototyping: Combined with our rapid prototyping services, we can deliver one-stop solutions from heat treatment to black oxide in as few as 7 days.
Take Action Now:
Send your RFQ or drawing to ann@brightrapid.com
Or visit our website: https://www.brightrapid.com
Let professional surface finishing engineering capability protect your precision components.
Copyright Notice: This article is original to Brightstar Prototype CNC Co., Ltd and is based on a real project case. Data comparisons come from internal testing and public industry standards (ASTM B117, ISO 27830). Unauthorized reproduction is prohibited.
References
1. According to the ASM Handbook, Volume 5: Surface Engineering, "Iron and its alloys under acidic anodizing conditions form unstable, porous, and generally non-protective oxidation products, which are completely different from the dense aluminum oxide film on aluminum. Therefore, anodizing is not commercially used for treating steel." — ASM International, 1994, p. 482.
2. SME (Society of Manufacturing Engineers). "Cost of Quality in Surface Engineering Survey", 2022. p. 45.